欢迎来到沈阳瑞思达轴承有限公司官网!
联系热线:13940483518

成功应用于沈阳地铁工程的我国自研直径3米的盾构机用主轴承。
穿山越岭、过江跨海……有着“世界工程机械之王”之称的盾构机,是开挖隧道的神器,在地铁、高铁、水利等基建领域大展神威。
作为基建大国,我国虽然已经实现了盾构机的国产化,但盾构机的核心部件——主轴承却长期依赖进口。令人振奋的是,这一现状将得到扭转。
最近,由中国科学院金属研究所科研团队牵头攻关的直径8米的超大型盾构机用主轴承研制成功。这是我国制造的首台套直径最大、单重最大的盾构机用主轴承,打通了超大型盾构机全国产化和自主可控制造的“最后一公里”。据了解,这个重达41吨的主轴承将安装在直径16米级的超大型盾构机上,用于隧道工程挖掘。
那么,被喻为盾构机“心脏”的主轴承设计制造难在哪儿?其关键核心技术是如何攻克的?记者最近采访了中科院金属所研发团队有关负责同志。

科研人员与加工人员现场交流大型套圈锻件扩孔工艺细节。
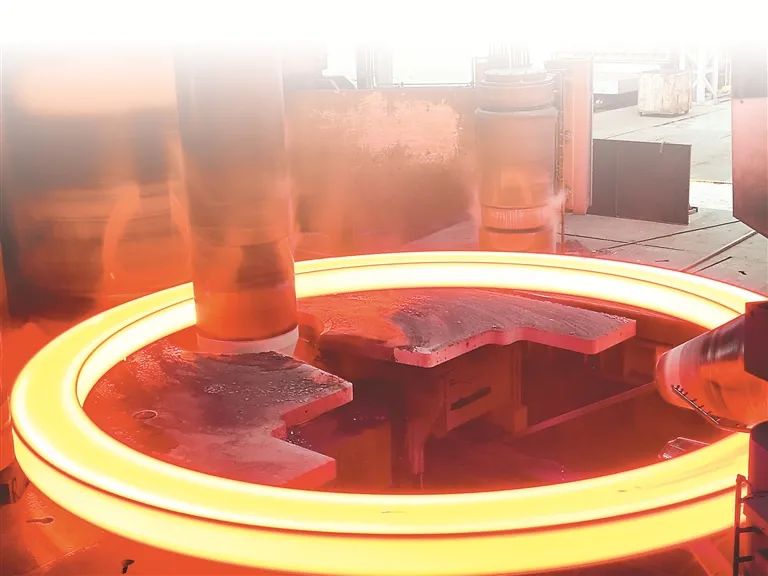
大型套圈环扎现场。(中科院金属所 供图)
高端轴承长期依赖进口是我国轴承行业的痛点
盾构机被主轴承“卡住脖子”
对于许多机械设备而言,轴承是一个十分关键的存在。我们身边常见的自行车、汽车、高铁、风电机组、航空发动机,等等,凡是需要转动的,都离不开这一核心部件。它的主要功能是支撑机械旋转体,降低运动过程中的摩擦系数,并保证回转精度。
以盾构机为例。主轴承是盾构机刀盘驱动系统的核心关键部件,有盾构机“心脏”之称。在盾构机掘进过程中,主轴承“手持”刀盘旋转切削掌子面,并为刀盘提供旋转支撑。如果把盾构机刀盘比作一把正在挖掘的铁锹,那么主轴承就相当于控制它的双手。
李殿中,中科院金属所研究员,专业是研究金属材料,也是“高端轴承自主可控制造”战略性先导科技专项的负责人。作为一名专业人士,他深知轴承对一个国家工业的重要性,尤其是以盾构机主轴承、海洋工程轴承、高铁轴承、风电机组轴承等为代表的高端轴承。“可以说,高端轴承关乎国民经济安全,代表一个国家基础零部件制造水平。”李殿中告诉记者。
然而,高端轴承长期依赖进口是我国轴承行业的痛点,也是我国工业被“卡脖子”的堵点之一。
据了解,用于南京和燕路过江通道掘进的15.03米超大直径盾构机“振兴号”、用于北京东六环路掘进的16.07米超大直径盾构机“运河号”、用于珠海兴业快线路掘进的中国首台超大直径同步掘进机“兴业号”、用于江阴靖江过江通道掘进的直径16.09米盾构机“聚力一号”等一大批盾构机的国产化率已达到98%,但主轴承还是依赖进口。
“靠进口,我们不仅买不到最好的轴承,而且无论在技术服务、供货周期还是价格方面,都受制于人。”李殿中说,这也是相关领域科研人员心中的“痛”。
为什么我国无法生产自己的高端轴承?
“关键在于制造轴承的材料和大型滚子的加工精度不过关,全流程技术链条不贯通。”李殿中告诉记者,这也正是盾构机用超大直径主轴承自主可控制造久而未成的主要原因。
据介绍,大型盾构机在掘进过程中,只能前进,不能倒退,主轴承一旦失效,会造成严重损失,轻则在掘进区拆除地面构筑物、新建造接收井“刨出”盾构机后更换主轴承;重则导致建设的隧道作废、盾构机永远深埋地下。因此,主轴承要具有极高的承载力和可靠性。这对制造盾构机用主轴承的轴承钢,以及主轴承成套设计、加工精度、润滑油脂等,都提出了很高的要求。
国家需求,就是研究方向。2020年,中国科学院启动了“高端轴承自主可控制造”战略性先导科技专项,中科院金属所、兰州化学物理研究所等7家中科院所属科研单位组成建制化团队,联合中国交通建设集团有限公司的中交天和机械设备制造有限公司等20余家单位进行协同攻关,先后解决了主轴承材料制备、精密加工、成套设计中的12项关键核心技术问题,开发出直径从3米级到8米级的盾构机主轴承共10套,可用于6米级到16米级的盾构机,打通了盾构机自主可控制造的“最后一公里”。
“现实告诉我们,还是要做自己的高端轴承,而且要走出自己的技术路线。”李殿中告诉记者,“如果只靠复制国外的技术路线,不仅容易‘形似神不似’,而且永远只能跟着别人跑。”
高纯净、高均质、高强韧、高耐磨
低氧稀土钢“点石成金”
高端轴承的“卡脖子”问题,根源在材料,难点也在材料。

我国自研超大型盾构机用直径8米主轴承。
据了解,盾构机的主轴承材料主要包括轴承钢、润滑油、保持架等。其中,最核心的问题是轴承钢材料。
那么,好钢的标准是什么?中科院金属所研究员、盾构机主轴承技术总师胡小强给记者列出了几个关键词:高纯净、高均质、高强韧、高耐磨。
高纯净,是指钢材的纯净度高、杂质少;高均质,是指零件不同部位的成分、硬度等相对均匀;高强韧,是指强度和韧性好、承载力和稳定性高;高耐磨,则是指轴承的使用损耗小、服役周期长。
“像直径8米的主轴承在运转过程中承载的最大轴向力可达105千牛,如果一头成年亚洲象的体重有4吨,这个轴向力就相当于2500头成年亚洲象的重力。”胡小强进一步解释道。
普通钢材显然无法满足,需要寻找一款能满足上述标准的特殊钢材。李殿中想到了稀土。
“有大量研究表明,钢中添加微量稀土能够显著提高钢的韧塑性、耐磨性、耐热性、耐蚀性等。”李殿中告诉记者,在工业领域,稀土被誉为“工业维生素”,而稀土恰恰是我国的优势资源。
科研人员针对材料微观组织进行讨论。
不过,稀土钢在工业化生产时遭遇两大难题:一是工艺不顺行,存在浇口严重堵塞问题;二是稀土添加在钢中后,钢的性能剧烈波动,存在稳定性不好的问题。而这也是导致我国稀土钢的研究与应用一度由热变冷的原因所在。
李殿中他们当然也面临着同样的难题。“我们尝试过各种纯度的商业稀土,但与钢结合生产的稀土钢,性能还是不稳定。”李殿中回忆道,为了查找原因,他和团队成员几乎跑遍了我国的稀土产地,并到生产现场观察稀土的冶炼过程。
终于在一次又一次的奔波中,他们发现了问题的关键:原来,加工厂做出来的稀土和他所需要的稀土,在概念上存在偏差。
“厂商为了让稀土更为纯净,将其中的铁、碳等元素分离了出去,而这对于炼钢来说正是不可缺少的成分,反倒是忽视了应该被去除的氧元素等。”李殿中告诉记者,经大量研究,他们发现稀土钢性能波动、浇口堵塞问题的根源在于氧含量,“不仅钢水中的氧含量影响稀土钢的性能,稀土中的氧和稀土中由氧产生的夹杂物对稀土钢的性能影响也很大。”
经过大量实验、计算和表征,他们揭示了稀土在钢中的主要作用机制,并通过控制氧含量,制备出性能优越、稳定性好的低氧稀土钢。
低氧稀土钢关键技术的秘诀是:既控制钢水的氧含量,又控制添加的稀土中的氧含量,因此又被称为“双低氧”。
“在12项关键核心技术当中,低氧稀土钢的成功研制是关键中的关键。”李殿中告诉记者,1吨钢中只需要加入100克左右的稀土,成本只增加了十几块钱,但疲劳寿命却可以提升一个数量级。与不加稀土的轴承钢相比,该稀土轴承钢拉压疲劳寿命提高40多倍,滚动接触疲劳寿命提升40%,有效解决了稀土钢工业应用中的瓶颈问题。
在这场稀土钢的技术攻坚战中,科研人员“点石成金”。经有关部门立项,中科院金属所牵头制定多项稀土钢行业标准,并逐步推广应用。目前,由相关合作企业生产的稀土轴承钢综合力学性能优于进口产品。
突破滚子精密加工技术
直径8米的主轴承使用寿命超过1万小时
临近年关,胡小强再次前往位于河南洛阳的一家轴承加工制造企业,现场讨论有关盾构机主轴承制造的工艺流程。而这里也是胡小强近几年来往返次数最多的地方。
据介绍,盾构机主轴承通常由套圈、保持架、滚子等元件组成。“构成并不复杂,但工艺却十分复杂。”胡小强告诉记者,要把高端材料变成高端轴承,需要经过锻造、机加工、热处理等100多道工序,任何一个环节做不好,最后都会导致轴承的服役寿命不长、性能失控,“要想做一个好轴承,每一个环节都不能掉链子。”
滚子,是盾构机主轴承运转时承受负荷的关键元件,也是大型滚子轴承中最薄弱的零件。高端轴承对滚子的加工精度要求极高。
“滚子是一个轴承中数量最多的元件,包括径向滚子、主推滚子和副推滚子三类。”胡小强介绍说,一个直径3米的盾构机用主轴承中有400多个滚子,8米的主轴承中滚子更多,有近千个。它的制造质量对轴承工作性能有很大的影响,是影响轴承使用寿命的主要因素。“这成百上千个滚子的直径误差、表面光洁度等指标都要控制在1微米以内,超过这个数值就会导致盾构机运行偏差。”
胡小强曾与团队成员一起专门对滚子的质量和生产情况做过调研分析,发现进口的主轴承里的滚子精度非常高,无论是从粗糙度、硬度均匀性,还是工作面素线来看都非常好,但国内由于受设备限制,大型滚子加工精度只能达到二级,不能实现一级精度加工。
深入生产一线,与骨干企业联合集智攻关……胡小强与团队成员一起成功攻克了主轴承高精度加工和精度保持性难题,研制出直径100毫米以上的一级滚子,使我国轴承行业突破了一级大型滚子精密加工技术。
这只是其中一个例子。就是这样,在先导专项的支持下,中科院金属所整合所内轴承钢、热处理、保持架等12个团队,凝聚中科院7家研究所的力量,组成了覆盖研发、材料、制造、评价与服役全生命周期的全链条团队,实现了从0到1、从材料到部件的创新。
“起初,我们要想做一个好的轴承,差不多要跑遍半个中国。”李殿中说,比如,锻造在广东,车加工在山东,热处理在辽宁,磨加工在浙江,组装在黑龙江、浙江,轴承现场测试又要回到广东。而现在,已经实现了加工制造、装配调试、检测评价等全流程自主可控的“一条龙”服务。
轴承研制耗时3年。科研团队用1467.4吨稀土轴承钢,研制出41支大型套圈、7996粒滚子、492段铜钢复合保持架,光焊缝就焊了36.9万条。最终,国产的直径覆盖3米级到8米级的盾构机主轴承逐一诞生。
目前,盾构机用直径3米的主轴承已在沈阳地铁工程中成功应用。直径8米的超大型盾构机用主轴承也已交付有关盾构机制造企业,“使用寿命将超过1万小时,持续掘进长度将超过10公里。”李殿中告诉记者,研究团队的下一步目标,是要打造出寿命超过1.5万小时、掘进长度超过15公里的盾构机用主轴承,并根据需求研制出不同直径的盾构机用主轴承。
贯通技术链、打造创新链、对接产业链……这是我国科技自立自强、支撑保障行业全生命周期发展的生动实践,也为我国高端基础零部件攻关提供了良好范式。
(来源:中央纪委国家监委网站)
024-22923833 24853899
地址:辽宁省沈阳市沈河区沈阳路11号盛京公寓506
