技术动态
沈阳瑞思达轴承有限公司
SHENYANG TOTAL BEARINGS CO.,LTD
SHENYANG TOTAL BEARINGS CO.,LTD

技术动态
分类:技术动态 发布时间2022-10-27 14:19 浏览量:2927
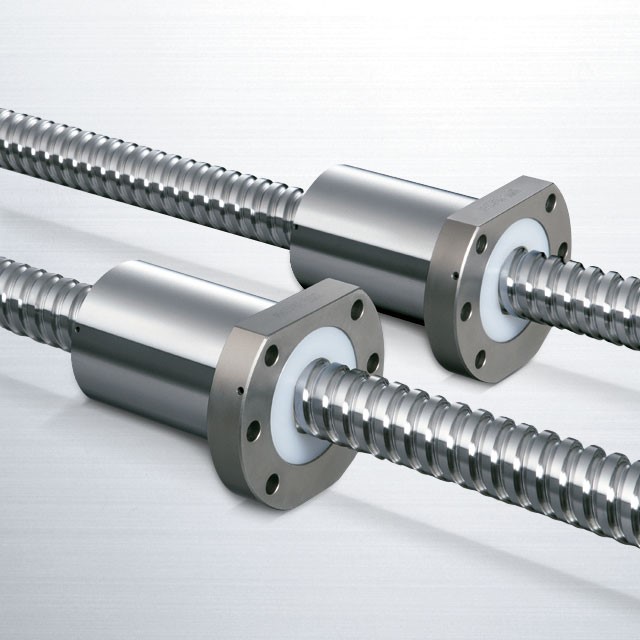
滚珠丝杠和梯形丝杠是机械设计中常用的两种,把旋转运动转变为直线运动的方法。其中,滚珠丝杠由于摩擦小、可逆,还能将直线运动,变为旋转运动,我们称之为逆效率传动。那两者的区别是什么呢?何时使用滚珠丝杠?何时使用梯形丝杠?怎样根据精度、速度、负荷等要求,选择滚珠丝杠或梯形丝杠和电动机?两端支承的常用形式有哪些?(固定支承) 螺母在长行程下的解耦结构设计是什么样的?
大体上从以下几个方面加以说明。
1.结构不同
我们先看一下结构,因为结构决定特性。行星滚珠丝杠,从字面上也可以理解,那就是用滚珠来滚动,哪个地方会滚动,当然是在杠杆上滚动。因此,丝杠轴上有圆弧轮廓,该轮廓在轴上绕成一定的上升角(导程角)。与之配套的滚珠设计在螺母内,在杠轴的弧线内滚动,因此属于滚动摩擦。它的运动原理,就是螺旋副,简单的理解,就像是拧螺钉一样,我们知道,如果螺钉端部限制螺钉移动,则所嵌入的部件将沿螺钉轴线移动。滚珠丝杠,也是如此,把杠轴的一端或两端都固定在轴向上,用电机带动丝杆转动,然后,带钢球的螺母,沿丝杠轴线方向移动。梯形丝杠与滚珠丝杠的运动原理相同,不同的是,梯形丝杠上没有滚珠,然后螺母和丝杠轴之间的运动,完全靠机械接触产生滑动,是滑动摩擦,所以梯形丝杠也叫滑动丝杠。因此二者的结构差异,用一句话来概括:滚珠丝杠是滚动摩擦,梯形丝杠是滑动摩擦。
2.传输效率不同
滚动摩擦的摩擦系数明显小于滑动摩擦系数。例如, NSK和 THK都表明,滚珠丝杠的摩擦系数在0.003至0.01之间,而梯形丝杠的摩擦系数为0.1至0.2。例如, REXROTH显示,滚珠丝杠的摩擦系数在0.005至0.01之间,而梯形丝杠的摩擦系数为0.2至0.3。因此,多数滚珠丝杠的传动效率可达90%以上,有些甚至可达95%以上,而多数梯形丝杠的传动效率低于70%。举例来说,著名的丝杠供应商 Thomsonlinear显示,滚珠丝杠的传动效率为85%-95%,而梯形丝杠的传动效率为30%-70%。另外一家供应商 Helixlinear则显示它的梯形丝杆传动效率达到15%-85%。从能量的角度来说,丝杠传动效率低,是由于滑动摩擦,尤其是高速运动,产生的热量很大,如果丝杠或螺母受不了,丝杠或螺母会“烧坏”,因此,梯形丝杠不太适合高速运行要求,其最高转速一般不超过3000 RPM。还有滚珠丝杠,由于是滚动摩擦,所以没有那么多的热量产生,速度可以达到很高,比如10000 RPM。但两种丝杠,由外载荷引起的摩擦力矩,计算公式为 Ta= Fa* L/2θ, Fa表示由外载产生的轴向力, L表示导程,而θ表示效率。这一公式的用功和能量原理很好理解,因为公式可以写成 Ta*2π= Fa* L,很明显,左边表示转一圈时,扭矩的有效功,右边表示克服载荷移动的能量。因此,对于同样的导程,对于扭矩的计算,选择最主要的差别是效率。由于滚珠丝杠的效率是梯形丝杠的2-4倍,因此,在驱动相同负载时,使用相同的导程,滚珠丝杠更具优势。
3.自锁性不同
从理论上可以看出,丝杠传动效率在50%以上,无自锁性,当传动效率小于35%时,无自锁。因此,滚珠丝杠不具有自锁性,但它具有某种自锁性。因此,对于 Z向应用而言,梯形丝杠具有自锁的优点,当然,实际情况下,还需考虑精度速度等因素。若将滚珠丝杠应用到垂直方向,则需考虑断电时,不能自锁,需加附加结构或装置,以保证停电时,丝杠螺母保持在原位置,不会滑下,对安全有重大意义。如今许多电机自带制动模块,即断电时,可将电机轴抱住,使其不转动,起到保护作用,当然,制动力矩有限,可根据需要选用合适的型号。
4.制造材料不同
滚珠丝杠轴一般用不锈钢或合金钢,而螺母一般用铜制,因为铜能承受很大的负荷,同时摩擦系数小,具有一定的自润滑作用,就像我们常见的直线轴承,或者平面滑板,也用铜,就是这个原因。梯形丝杠轴还采用不锈钢或合金钢。对螺母来说,与滚珠丝杠也有一些不同,很多时候,梯形的丝杠螺母都会使用非金属材料。梯形丝杠螺母的制造材料例如低负荷时,一般采用低摩擦系数、耐高温的合成工程材料,如在尼龙、赛钢、 PEEK、 VESPEL、 PET、 PPS等材料中加入特富龙(PTFE),以达到低摩擦系数,同时具有一定的耐热性能。通常, PEEK材料本身是用来做动态界面密封的,而 PTFE和尼龙也经常被用来做涂层,起到润滑的作用,如前一篇文章《机械设计中,重力平衡的方法是什么?本章所述的钢绳筒,钢绳上有尼龙涂层,起到减少摩擦的作用。Turcite A和 TurciteX属性对比例如,我们通常用来制作螺母的热塑性材料,有 TurciteA和 TurciteX,它们是两种耐磨、自润滑材料。结果表明, Turcite A的拉伸强度为52.4 Mpa,弯曲强度为75.84 Mpa,抗压强度为89.63 Mpa,这些强度均高于 Turcite X (三种强度值分别为40.68 Mpa,55.16 Mpa,82.74 Mpa),而且 PV值只有7500psi-fpm,只有 TurciteX的一半,因此用于中等速度。与此同时, TurciteA比 TurciteX具有更好的耐磨性能,蓝色的颜色,通常是圆棒的材质。TurciteX比 TurciteA具有较低的滑动摩擦系数,且摩擦系数为0.22 (Turcite A为0.3),并且 PV值是 TurciteA的两倍多,达到16000psi-fpm,但其拉伸强度和抗弯曲强度低于 TurciteX,因此适用于轻负荷、高速应用,其颜色为红色。梯形丝杠在大负荷下,当然也用铜做螺母。为什麽在这里减少摩擦如此重要?由于梯形丝杠存在 PV (PressureVelocity)极限的问题,即载荷一定时,速度会有限制,如果负载过大,则需要降低一点速度,而负载小速度则可提高一些。由于对一种特殊的材料,摩擦产生热量,如果这一热量的消散速度太低,跟不上热量产生的速度,那么就会导致材料永久变形,通俗地理解为“烧坏了”。
5.不同的制造方法和最终精度
生产丝杆的方法
滚珠丝杠一般有两种加工方法,一种是研磨一种是扎制。磨削即为精磨。打捆,是一种冷加工方法,简单理解就是滚压出来的,就是用一种带丝杠轮廓的工具把被加工过的轴滚出所需的表面形状。这是一种类似于擀面的面团,用擀面杖将面团压成所需形状和厚度。此外,研磨属于精密制造,轧制属于批量制造,轧制的生产效率远高于前者,但后者的制造设备成本也远高于前者。因此,可以说,磨制丝杠的进入门槛较低,轧制生产的进入门槛较高,能生产轧制丝杠的厂家一般也能生产磨制丝杠,而能生产磨制丝杠的厂家不一定能生产轧制丝杠。因此,同样精度的产品,如果能买到轧件就不买磨料,原因很简单,轧制成本低。此外,轧制和研磨仅指丝杠轴,金属螺母全用磨削制造。当然,两种加工方法的加工精度,加工成本都不相同。
另外,首先要说明的是,我们通常所说的精确度,是指导程的精确度,也就是导程会有误差,不能总是保持恒定。例如,理想导程为5 mm,连续测量5个相邻导程,实际导程可达到4.998、4.997、5.000、5.002、4.999。这样误差会累积,造成定位误差,我们在按定位精度选择导程精度时,需要到导程精度表上查询。丝杠与梯形丝杠导程精度2引导精度,按C0、C1、C2、C3、C5、C7、C8、C10等分为8个等级。当前,滚珠丝杠能达到的一般精度为C7 (±50 um/300 mm),C8 (±100 um/300 mm),C10 (±210 um/300 mm)。圆括号中的数值,指的是每300 mm有效螺纹长度,可能累积的误差,如C7,每300 mm的误差可能累积±50 um,如果螺纹的有效长度为600 mm,则可能累积误差为±100 um。C8和C10的精确度等级可以进行相同的推算。C0-C5属于级丝杠,滚珠丝杠最高精度可达C0级,即±3 um/100 mm,即使是低等级C5的丝杠,其最高精度可达C0级。值得注意的是,磨削滚珠丝杠的精度,不能像滚珠丝杠那样的推演,因为磨丝杠的精确度更高,内涵更广(有兴趣,可以去了解一下)。例如,对于C5级,螺纹有效长度小于100 mm时,可达到±18 um。但当有效长度从200 mm到400 mm之间时,可达到的精度为±20 um、±25 um,而不是±36 um、±72 um。说到这里,滚珠丝杠差不多了,接下来我们说说梯形丝杠。
梯形丝杠有滚压、切削和研磨三种制造方法。滚压法优于切削法,因为滚压可获得较硬的表面,并具有优良的表面光洁度。但从精度上讲,磨削可获得最大精度,其次是切削、滚压精度最低。举例来说, Thomson显示,滚压梯形丝杠能够达到±75 um/300 mm的精度,这个值介于扎制滚珠丝杠C7-C8精度之间。若要获得较高的精度,则需要研磨,研磨可达到±7.5 um/300 mm的精度,但成本也会增加10倍以上。例如, Helix显示,它能够获得±12.5微米/300 mm的磨削精度,而铣削可以达到±50 um/300 mm,滚压只能实现±90 um/300 mm的精度。滚珠丝杠综合精度高于梯形丝杠,因此一般对精度要求较高的应用,滚珠丝杠是首选。
6.轴向间隙和预压方式不同
丝杠与梯形丝杠轴向间隙
在选择丝杠时,轴向间隙也是一个很重要的因素,因为间隙的存在会导致返程误差,直接影响到反推时的精度。根据不同的间隙,将滚珠丝杠分为不同的等级。比如, THK分为G0 (0-预紧)、G1 (0-0.005)、 GT (0-0.01)、G2 (0-0.02)、G3 (0-0.05)、G3 (0-0.05)等5个等级。NSK还分为 Z (0-预紧)、 T (0-0.005)、 S (0-0.02)、 N (0-0.05)、 L (0-0.05)和 L (0-0.3),括号中的数值表示轴向间隙的范围,单位是毫米。Thomson显示,梯形丝杠轴向间隙在0.02 mm-0.25 mm之间。为消除丝杠与丝杠之间的轴向间隙,提高传动精度,滚珠丝杠和梯形丝杠均可提高预压力。但两者的预压方式不同。滚珠丝杠和梯形丝杠的预压方式举例来说, THK和 NSK滚珠丝杠,单螺母采用螺母相位差;对双螺母,则采用预压垫片,或用弹簧片作预压。利用相位差来实现预压,即在螺母中,改变中心槽螺距,使槽壁两侧的钢球处于拉紧状态,从而达到预压的目的。采用相位差和垫片均为定位预压方式,而弹簧片预压法属于定压预压方式。